Today, artificial vision systems can be applied in different areas, depending on the activities and needs of the production line of any industry. The use of this type of system is therefore closely related to the control and detection of anomalies in the assembly of product parts in areas such as the automobile industry.
Artificial vision systems are also essential for food quality control within the food and beverage sector. This type of system allows a great deal of control, such as the proper closure of containers, key to ensuring quality.
We can also see how vision systems are applied in other areas, such as electronics. In this case, the work of artificial vision systems is focused on assembling parts and welding them correctly. This is a job that requires very high level of accuracy that often cannot be performed by an operator.
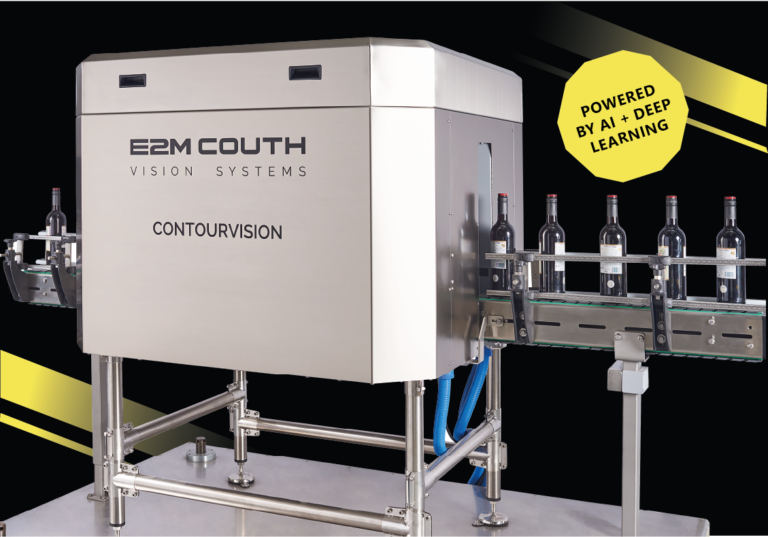
The application of artificial vision systems is clearly essential in a wide range of industries. As a result, it has become a key part of the production sector of any industry. E2M COUTH offers you the best vision systems to ensure high productivity quality.
This is the role of artificial vision systems in different sectors:
Food and drinks
The artificial vision systems we have at E2M COUTH are capable of detecting any type of defect in food packaging, such as stains, breaks, or deformities. As for beverages, they are capable of analyzing whether they have the correct fill level, whether their labeling is correct, and whether they contain any foreign objects or contaminants.
This ensures a uniform, high-quality product. Finally, as we have already mentioned, they are able to verify the labeling, so that the products have the perfect packaging.
Pharmacy
In drug inspection, machine vision systems are responsible for verifying the integrity of packaging, the presence and correct positioning of labels and barcodes, and detecting defects in tablets, capsules, ampoules, and other drug formats.
In quality control, these systems seek to identify manufacturing errors. They also track and review the correct packaging and labeling of pharmaceutical products throughout the manufacturing process.
Automotive
In a sector as precise as the automotive industry, the use of artificial vision systems is also required. These systems are responsible for inspecting components and detecting defects in parts such as batteries in order to guarantee the quality and safety of the car.
Chemicals
Within the chemical products industry, it is also necessary to have artificial vision systems, such as those we have at E2M COUTH. These systems enable the control and inspection of containers. They operate using a series of spectral detection mechanisms, enabling them to recognize any element that should not be in the container, as well as other aspects, such as the fill level of the containers.